


时间: 2024-09-24 21:25:57 来源:自动穿提手机械
James :杭州大型服装集团技术主管,从事服装生产、技术管理超过20年。经常赴香港,美国参与技术交流,对服装生产、工艺、制版及服装自动化改造方面有一点点的经验,乐于和大家分享。
对,要提高工人的福利待遇;运用大数据制定相对公平合理的工价,实行计件工资制;完善企业文化,让工人有归属感,有职务提升的公平机制。
是的,现在服装模板用得慢慢的变多,把复杂的工艺简单化,不是熟练工人都可以操作。
一线的企业老板,文化程度真的不高。你去说什么企业文化,他只是听,却不懂。
新员工入职需要入职考核,录用后还要到岗位上培训,培训合格才能正式上岗操作。培养一位熟练的操作工人少者需要三个月,多则需要一年以上,如何能留住熟练工人成了公司发展的“瓶颈”。
现在的工人都比较现实,想要留住工人必须提高一线工人的工资,提供免费的舒适住宿和可口餐食,解决子女就学问题,提供带薪休假和旅游,而这一切都将被计入生产的成本之中。
5、把一个款式所有相关的资料放入一个资料夹,这个资料夹不可有其它款式资料。
产前会参与人员一般是:生产(包括裁剪主管,车间主管/组长,后部门负责人),技术(包括技术主管,制版师,工艺员,样衣工),品控,业务,客人代表等等。
我想问一个关于工艺操作方面的问题。如果客户代表方有自己的工艺技术要求,怎么去跟加工方对接这种工艺?
产前会主要是为了风险控制,把预计会出现的工艺和质量上的问题,提前交代清楚,讨论风险控制的方案,并且让专人跟进落实。
是指加工厂方在有自己的工艺标准的情况下会接受客户方的要求么?还有要了解的问题么?
我是想问:工艺标准的对接应该在产前会议之前吧?如果客户加工要求和工厂技术不符合也不会合作吧?
在工作实践中,产前会是很重要的品质控制节点,开好产前会能规避掉整个生产的全部过程中绝大部分的风险(包括面辅料问题,工艺问题,做工问题,特定种类设备配置问题,后道整烫包装问题等等),以及出货交期。会议中提出的风险问题是需要有专人跟踪落实到位。
2、按客批核色板对色;第一先用CWF(冷光灯)对,然后再用商店用的INCA(偏黄光),最后用D65(日光灯);

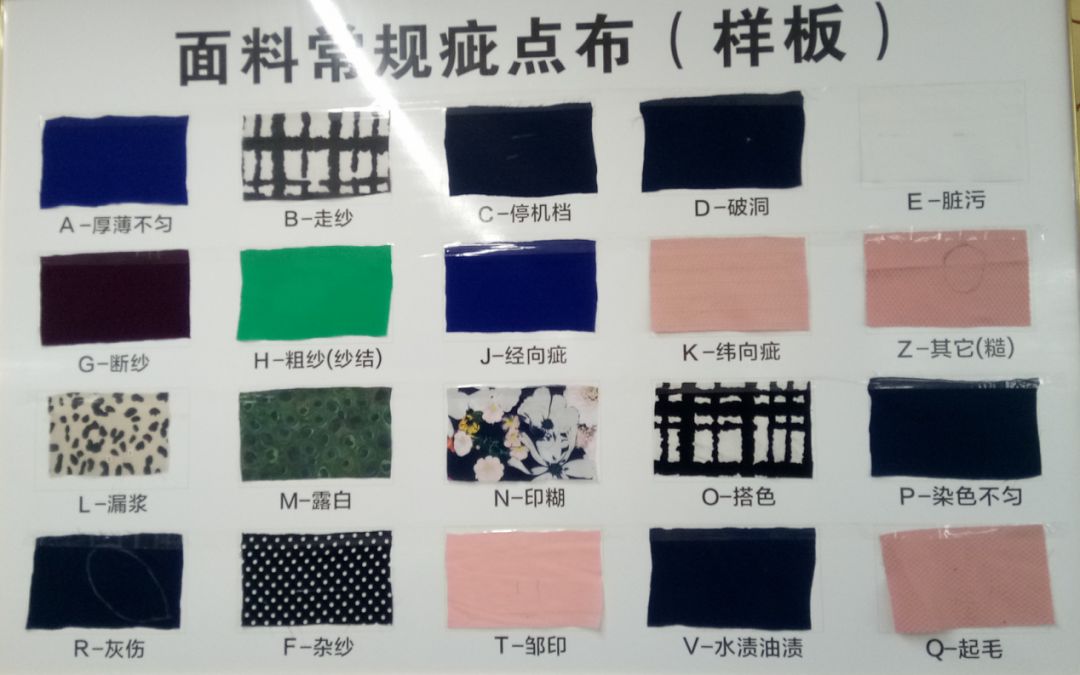
织物疵点评分标准:织物疵点按“四分制”(four point sysiem)评分
4、横档、中边色、不对色、幅不足、幅不同、有皱、整理不良等,连续发生时,每1码计四分。
百家衣形象。但是工厂很多是从一块布上做的,或者几块布上做。一般做前先自己看过。
我的工作中有一部分就是不定期抽查这些查验数据,还有流程,有时候挺头疼的。
面料检验是成衣面料品质保证的基础。很常见的面料问题是色差,纬斜和杂纱或粗纱等。
轻微色差能够最终靠避色差的唛架解决,就是会多一点面料的损耗;纬斜能够最终靠面料工厂整理纬斜改善,整不好能做成衣让客人去批核的方法处理,如果客人不接受就只有重新做布。杂纱,粗纱,破洞能够最终靠加强裁片的检验或换片来解决。
1、每款辅料进厂必须检验合格后才能用;收货准则按辅料检验操作标准程序验收;
辅料入库要有专人检查。针对辅料的数量、外观、颜色、品质、测试牢度等做好记录。并且要分门别类摆放做好标识,避免领用时出错。
在生产前先试裁每色每码各5-10件,做出来查看工艺,做工,尺寸,试身效果。假如发现问题及时改进,没有问题才大批量开裁,避免出现批量质量事故。
进行小数量的试生产可以及时发现工艺,缝制或尺寸方面的问题,避免出现大批量的质量事故,所以试小裁也是非常有必要的。
2、从供应商得来的实际确认的粘衬测试报告需连同粘合实样张贴到指定区域做参考;
3、每天至少2次使用温度计或试温纸查粘衬机粘衬温度,和用试温纸测试粘衬温度来确认与供应商标准是否符合;

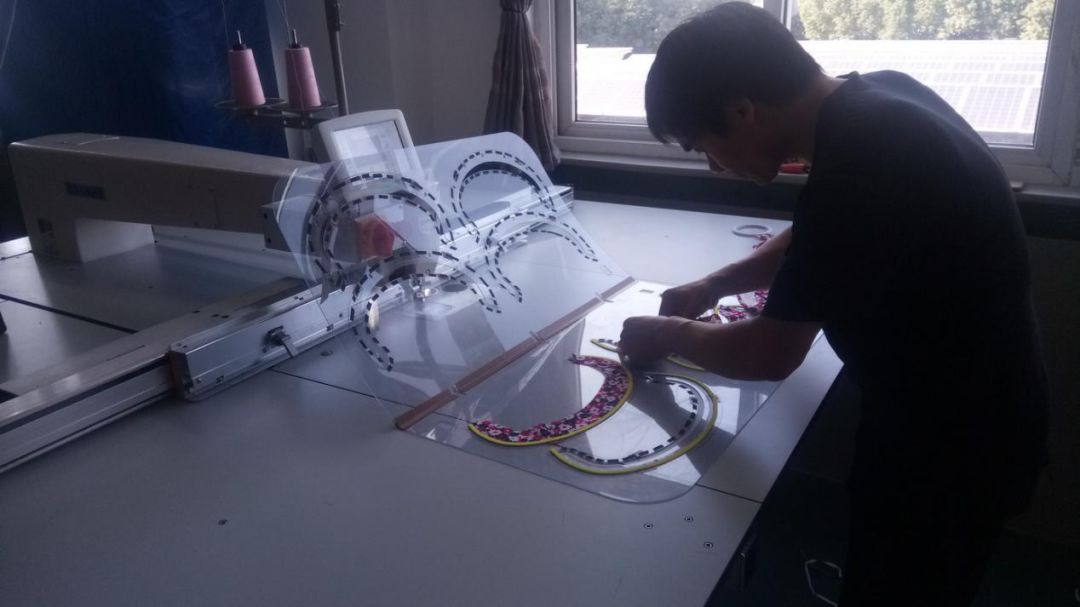
嗯嗯。自动剪裁我以前的公司在做初样的时候试用过。缺点是需要需要2人来操作。

针织面料普遍不会那么平整,尤其是克重低于150的氨纶单面。具体情况不同吧。
裁剪有松布,拉布,裁剪,查验,分包,粘衬这几项步骤,自动拉布机和裁剪机的运用提高了裁剪产量,提升了裁片质量。
1、做工说明必须放在正确的地方:机器种类,针种、针号、每寸针距、止口大小、线号、线色等资料,用实际裁片或是用图片以示标准;
4、红绿灯表格应每天放置于机器旁直到隔月再换, 并且可以影印放在操作工的资料夹内供参考;
7、绿色表示没有任何瑕疵问题,黄灯表示有一件瑕疵问题,红灯必须停止该工序并通知车间指导员,黑色表示该工序车缝组员必须要重新教育并且知道客人真正要求,该组员在教育后所做出的成品20件车间指导员必须要仔细检查确认该组员所做成品已达收货标准;
9、巡检只察觉缺陷并不负责修正问题,修正问题是车间缝工,车间主管和技能部门的责任。
1、绿牌样必须在组检台处,还要加影印产前样的评语和该件款式所有需注意事项;
8、每个小时的检查记录必须要放在每组桌上,以便跟进(每日组检检查记录表);
11、尺寸表必须放入一个文件夹,最少每天每色最少每码3件并记录包括所有细部尺寸,最理想的是每天产量的10%;
13、用不看尺寸表量法并填入空白尺寸表内,由指导员查核大部位尺寸是不是在公差范围内。
3、每个机器维修记录必须是有机修人员签字和机修组长确认在各个时间所须做的工作确保执行;
4、每天机器必须清理两次,所有的换针和断针处理程序必须任何一个人都非常清楚。

如果量足够大,其实再复杂的女装其实也可以做?换句话说,是不是能够理解,无论多复杂的模板,都可以开发? 以及它对缝针损害会更多吗?
不是所有工序都能用模板的,能用模板和小工具的一般工厂都要想方设法用,一是质量好把控,二是效率比较高。

缝制是服装生产的核心,为了更好的提高缝制的产量和质量,进几年对缝制吊挂系统的改造;模板技术的运用;小工具和小改造的开发和运用都对缝制效率的提高起到了很重要的作用。

8、针织面料要在整烫台布料上画版(包括大部位尺寸和正确版型)这样做才能够保证尺寸和衫型达到客户要求,并提供尺寸表给各个烫工以检查尺寸是否在公差范围之内。


针织面料要在整烫台布料上画版(包括大部位尺寸和正确版型),这样能够保证尺寸和衫型达到客户真正的需求,并提供尺寸表给各个烫工以检查尺寸是不是在公差范围之内。
我们双面呢整烫后光泽度大幅下降,因为没垫衬布。今年垫了衬布规范后,后续到店铺里被挂烫机一烫面料全部出抓痕了。据说以前是故意“烫坏的”。
熨烫的首件样需要主管的确认。敏感颜色和特殊面料在整烫时烫斗要穿鞋;天鹅绒和灯心绒面料要撑针板烫;人棉面料容易烫变形及尺寸烫大,需要调整好纸样的缩水率。
4、在每位总检处必须要有产前样,大部位的尺寸表,产前样的评语,空白尺寸表;
7、必须完全度量所有部位尺寸,管理人员必须抽量尺寸是不是在客人公差范围之内;
8、每位度量人员一定量所有大部位和细节部位尺寸是齐色齐码三件并配有记录,另外大部位尺寸20%要有记录;
首件的包装样经过确认放在显眼的位置上供参考,按照标准的作业步骤进行包装。
2、客人最后确认的水洗效果,手感和洗后颜色标准必须水洗厂和制衣厂都有一份;
3、大货所有水洗效果是不是达到客人要求必须在试小裁和大货头缸确认方可开始洗大货;
4、成品必须先验水洗颜色标准,水洗效果,手感是否在接受范围内,不行的退回水洗厂,可接受的则进入最后总检。
要面料先做好测试缩水率,再加放缩水率在纸样上打生产样,记录好洗水前尺寸,再测量洗水后的尺寸,看相差多少,在纸样上做好调整才可以试小裁,看尺寸好不好,不好再调整。
有时候每批面料的缩水率也会不同,要每匹测,再归类用不同缩水率的唛架分开,不同匹号用不同唛架裁剪。
要记录水洗的时间,温度,还有计量的控制,不然不同时间,不一样的温度缩水率也是不一样的。
我们有一个款是seamless 运动裤,每次样品洗完都是不同的效果,一直不被确认。
洗水的手感,颜色,尺寸是把控重点。需要洗水厂严格按照洗水配方和流程操作,如果有超出客人要求的要送批。
尺寸方面:面料先做好测试缩水率,再加放缩水率在纸样上打生产样,记录好洗水前尺寸,再测量洗水后的尺寸,看相差多少,在纸样上做好调整才可以试小裁,看尺寸好不好,不好再调整。
对于每批面料缩水率不稳定的情况,要每匹测,再归类用不同缩水率的唛架分开,不同匹号用不同唛架裁剪。
通过对服装生产流程的讨论,我们不难发现到一件品质有保证的成品需要每个生产环节的把控。自动化设备的运用减少了服装生产对人的依赖,也使得品质更加稳定。
近年来服装生产的技术发展日新月异,给服装产业带来了前所未有的变革。在这里愿和大家秉持冷芸时尚圈“时尚”“正直”“创新”“互利”的价值观,互相学习,携手共进!
zhs_dqqz,并务必注明“冷芸时尚圈+姓名及职业+具体的入群理由”,并说明入群希望得到的收获。本群只关注时尚行业内容,严禁发送广告、低俗、社会、政治等不相关内容。违者将被退群及拉黑。





